Recipe for great shape
Czech-based Lonza Biotec s.r.o. is a top EU producer of healthcare products such as nutrition supplements. Membrane filtration plays a crucial role in the factory’s production process.
DATE 2023-11-28 AUTHOR René Jakl If you have used a nutrition supplement to help you stay fit, it possibly contained L-carnitine – a wellness substance of growing popularity that helps to transfer fatty acids into mitochondrial membranes for cellular energy production. Or, simply, to transform fat into energy. If the L-carnitine used in your product was 100% pure, we can tell you exactly where it came from – the Czech town of Kourim, some 40 kilometres east of Prague. This is the location of Lonza Biotec s.r.o., the state-of-the-art, FDA-registered chemical and biotechnology company. The absolutely pure L-carnitine is one of its specialized products.
If you have used a nutrition supplement to help you stay fit, it possibly contained L-carnitine – a wellness substance of growing popularity that helps to transfer fatty acids into mitochondrial membranes for cellular energy production. Or, simply, to transform fat into energy. If the L-carnitine used in your product was 100% pure, we can tell you exactly where it came from – the Czech town of Kourim, some 40 kilometres east of Prague. This is the location of Lonza Biotec s.r.o., the state-of-the-art, FDA-registered chemical and biotechnology company. The absolutely pure L-carnitine is one of its specialized products.
The factory’s interiors, that feel like a big, advanced laboratory, have shining steel pipes connected to large tanks with circulating liquids, white walls, clean floors and operators carefully controlling production processes on flickering computer screens. The most interesting part is invisible to the eye: billions of microorganisms constantly employed to produce various chemical and biological substances.
Comparing Lonza Biotec to a big lab is relevant. With its 475 m3 of bioreactors, the company is a major European provider of microbial fermentation and biotransformation processes. Many therapeutic ingredients, chemical intermediates and biologically-active products for the pharmaceutical, biotechnology and nutrition industries are all part of the production at Lonza in Kourim. The second most important product from Lonza Biotec, after L-carnitine, is an intermediate for a major pharmaceutical treatment. The company exports almost all of its production to the EU, USA, Switzerland and Japan.
Lonza Biotec benefits from being a part of the multinational Swiss-based Lonza Group, one of the world’s top chemical and biotechnology companies with sales of CHF 2.52 billion (EUR 1.6 billion) in 2005, 23 production and R&D sites around the world and over 6,400 employees. The Lonza Group uses processes such as chemical synthesis, microbial fermentation, biotransformation and mammalian cell cultures to supply products for a wide range of industries.
Constant growth
Lonza Biotec has developed strongly since I joined the company eleven years ago as a fresh university graduate," recalls Production Manager Rick Mommers. "Just 110 people worked here at that time, so it felt like a family business. It’s true that the labs had older equipment than I was used to from my Dutch university but I enjoyed the open and friendly atmosphere from the very beginning."
Since then, the Lonza Biotec staff has grown to 360 and the labs have been upgraded three times already. Lab and production equipment have been replaced while both production capacity and quality standards have increased dramatically. "Surely, there is much more of the Lonza culture here nowadays, and the whole organization is more internationally oriented," Mommers explains.
The company has invested heavily in high-tech operations over a number of years. "Every year we increase our capacity by 20–30%, and we have had this steady growth since 1995," says Mommers. The facility now includes two cGMP (current Good Manufacturing Practice) production lines with a total reactor volume of 400 m3 and each with fermenters of 50 m3 and 75 m3 respectively.
The third cGMP manufacturing line with two 15 m3 reactors is dedicated to the manufacture of highly-potent active ingredients (HAPI). All lines are equipped with sophisticated bioprocess control equipment, and the whole process only rarely requires the touch of a human hand other than on the computer keyboard.
 "Our largest reactors have a volume of 75 m3," Mommers says. "This is large for our type of production and, for cultures of high-density cells, this is about as large as you can go." The size of the plant doesn’t make it less flexible, though. On the contrary, says Mommers: "We have a very flexible plant design, and this flexibility also comprises Alfa Laval’s technology".
"Our largest reactors have a volume of 75 m3," Mommers says. "This is large for our type of production and, for cultures of high-density cells, this is about as large as you can go." The size of the plant doesn’t make it less flexible, though. On the contrary, says Mommers: "We have a very flexible plant design, and this flexibility also comprises Alfa Laval’s technology".
Lonza Biotec is not only a large player in the Life Science business. As one of the largest employers in the region it also plays an important economic and social role in the community. The growth of Lonza Biotec means favourable development for the whole region.
The company’s investment in environmental protection increases year by year. The ISO 9001 certified plant has installed anti-noise barriers, a highly-efficient waste water treatment process and anti-odour filters for the benefit of the surrounding community.
Membrane filtration – flexible and cost-efficient
Lonza Biotec uses membrane filtration as one of its production processes. The company has more than 20 years experience of membrane filtration which is an efficient technology that ensures highly specific separation. The different types of membrane processes – reverse osmosis, nanofiltration and ultrafiltration – perform different operations depending on the size of the pores in the membrane. By combining these in a plant, it is possible to optimize each processing step and thus increase the overall yield and reduce energy costs.
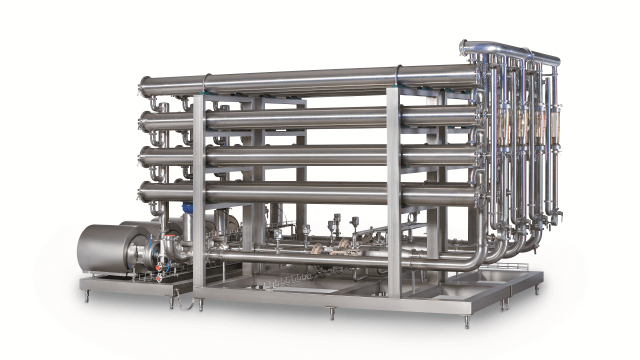
Membrane filtration systems supplied by Alfa Laval play a crucial role in the Kourim plant.
"The Alfa Laval solution that we have chosen here is the Plate & Frame system," says Mommers. "The reason for this choice is that we need to be able to exchange membranes in a flexible and fast manner and to use different pressures without having to change the complete unit. The Plate & Frame system satisfies these needs. Our goal is to use filtration to the largest possible extent in order to reach the desired purity and to try to omit any expensive chromatography (physical methods used to separate or analyze complex mixtures) or absorption techniques."
The company uses different kinds of membrane filtration, including ultrafiltration systems for separating low molecular weight products from high molecular weight impurities after fermentation, nanofiltration systems for further purification and reverse osmosis systems for raising the solution’s concentration. The smallest pores used in the reverse osmosis membranes are so tiny that they allow only water to pass.
The membrane filtration technology from Alfa Laval allows us to use aqueous solutions as much as possible and thus reduce the use of any environmentally-hazardous solvents," explains Mommers.
So far, we have usually succeeded in finishing the membrane filtration with a drying or crystallization step without any expensive chromatography. Consequently, the membrane filtration is very beneficial for us to work with. Also running a membrane filtration process is relatively predictable. You can run it on a day-to-day basis without major changes. If a standard filtration unit fails, we have to exchange the whole unit. With membrane filtration solutions, we only have to exchange one or a few membranes, while we can keep using the other hundreds."
Adapting production to a new product is also extremely fast with membrane filtration. Not only can preceding lab tests be easily scaled-up to desired production volumes; changing membranes is an easy task compared to changing an absorption or a chromatographic piece of equipment. "Time to market is often of major importance for our clients," Mommers points out. "We are able to start production within 4–6 months after a business agreement."
A win-win concept
Alfa Laval’s cooperation with Lonza in Czech Republic dates back to 1993.
Alfa Laval’s supplies to Lonza throughout these years include customized membrane filtration systems, heat exchangers, evaporators, pumps and tank cleaning equipment. The most important part of the cooperation concerns membrane filtration. Alfa Laval has supplied 13 membrane filtration modules to Lonza Biotec so far and more are in the pipeline.
Lonza Biotec and Alfa Laval have built a very solid relationship over the years. "Our technicians in Prague are ready to solve possible problems in the Lonza factory within hours," says Jan Macák, Life Science & Food Technology Manager of Alfa Laval Central Europe.
Mutual trust between producer and equipment supplier is particularly important in the pharmaceutical industry where sensitive information such as extremely valuable patents and advanced know-how has to be treated with utmost care. The confidence that Lonza Biotec has in Alfa Laval is beneficial to both parties, and the more information the two companies share, the better solutions they can work out together. "We always try to find the best solution adapted to Lonza’s specific needs," says Macák. "All production processes in the Kourim plant are unique."
Alfa Laval performs its own tests before offering an ideal solution to Lonza. One example of the close relationship between the companies is that Lonza recently used Alfa Laval’s Lab & Pilot facility in Prague for lab tests during the rebuilding of its own laboratory in Kourim. "They use our lab, and we improve our products based on their input," says Macák.
Right now there are several projects in the pipeline including the supply of four ultrafiltration plants in the Kourim facility to be used for contract manufacturing, and three different membrane filtration systems to be installed in the new Lonza plant in Slovakia. A service agreement for regular service of Alfa Laval equipment based on a comprehensive audit is also in preparation.
"We are extremely pleased to be able to help Lonza in realizing their visions," concludes Macák.